



Bộ phận rèn cho Shantui Komatsu CAT



Cải tiến quy trình rèn
Việc thay đổi từ hai hoặc ba răng sang năm răng giúp giảm thiểu hiện tượng lỏng lẻo của khối răng. Việc thay đổi vòng định vị thành khối định vị giúp giảm thiểu sai số gia công và sự giao thoa giữa vòng định vị và bề mặt lắp đặt do biến dạng nhiệt luyện.
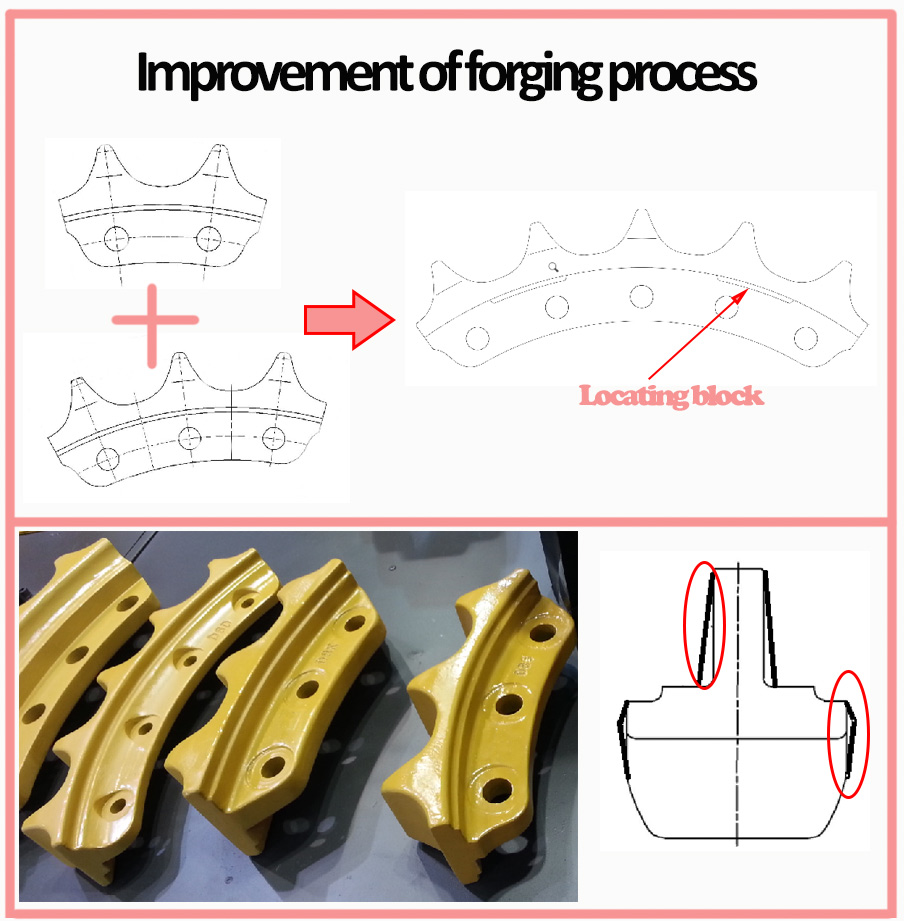
Do quá trình rèn, các bề mặt bên và mặt bích củaphân khúc trong quá trình rèn thẳng đứng cần phải giữ một góc nghiêng nhất định và bề mặt gia công của sản phẩm rèn bán thành phẩm phải được xử lý.
Mô hình chúng tôi có thể cung cấp
| PHÂN ĐOẠN | ||||||||
| Người mẫu | OEM | Sân bóng đá | Răng | Hols | Khẩu độ (mm) | Cân nặng | Thương hiệu | OEM khác (BERCO) |
| DH08 | 111H-18-00001 | 154 | 3 | 3 | 17,5 | 4.1 | shantui | |
| 111H-18-00002 | 4 | 4 | 17,5 | 5,5 | shantui | |||
| SD13 | 10Y-18-00043 | 190 | 5 | 5 | 19.3 | 10,75 | shantui | |
| DH36 | 1175-18-00009 | 228,6 | 6 | 6 | 26,5 | shantui | ||
| 1175-18-00035 | 5 | 5 | 26,5 | |||||
| SD16、D65、D60、D85ESS-2 | 16Y-18-00014H | 203,2 | 3 | 3 | 23,5 | 8,5 | shantui/komatsu | 14X-27-15112/1,141-27-32410,144-27-51150,615-4149,KM2111,KM162 |
| (16Y-18-00049) | ||||||||
| SD22、D85 | 154-27-12273A | 216 | 5 | 5 | 23,5 | 15 | shantui/komatsu | 155-27-00151,615-4150,KM224 |
| SD32 、D155 | 175-27-22325A | 228,6 | 3 | 3 | 26,5 | 12 | shantui/komatsu | 175-27-22325/4 17A-27-11630,KM193,17A-27-41630 |
| SD52、D375 | 185-18-00001 | 280 | 5 | 5 | 28,5 | 33 | shantui/komatsu | 195-27-33110/1,KM1285 |
| SD90、D475 | 1189-18-00001/ | 317,5 | 5 | 5 | 31,5 | 43 | shantui/komatsu | |
| 198-27-42260 | ||||||||
| D50、D41、D58、D53 | 131-27-61710 | 175 | 3 | 3 | 19,5 | 6 | komatsu | 131-27-61710,131-27-42220,KM788 |
| D5B | 5S0836 | 175 | 3 | 3 | 18 | 5 | CON MÈO | 6Y5244、CR4408.7P2636 |
| Đ6D/Đ/S | 6T4179/6T4179/6P9102 | 202,8 | 5 | 4 | 17,8/20,8 | 11,57 | CON MÈO | 6Y5012,5S0050,7P2706,CR3330,CR3329,8P5837,8E4365/CR5476,117-1616 |
| D6H/R | 6Y2931/1026677 | 202,8 | 5 | 5 | 17,8 | 11,5 | CON MÈO | 7G7212,8E9041,7T1697,CR5515,173-0946 |
| Đ7G/Đ/S | 8E4675/8E4675/8E4675 | 216 | 5 | 4 | 20,8 | 14,7 | CON MÈO | 5S0052,3P1039,8P8174,CR3148 |
| D8N/R.D7H/R | 7T9773/6Y2354, | 215,9 | 5 | 7 | 20,8 | 16.4 | CON MÈO | 6Y3928, CR5050, 9W0074 |
| 6Y2354/7T9773 | ||||||||
| D8N/R.D7H/R | 314-5462 | 215,9 | 5 | 5 | 20,8 | 16.4 | CON MÈO | CR7160 |
| D8K.D8H | 6T6782/6T6782 | 228,6 | 3 | 3 | 24,5 | 12 | CON MÈO | 2P9510,5S0054,CR3144 |
| D6N.D6M | 6I8077/6I8077 | 190 | 5 | 5 | 18,5 | 9 | CON MÈO | 6I8077/8,CR5875 |
| D9N | 7T1247 | 240 | 5 | 6 | 24,6 | 23,98 | CON MÈO | CR4686 |
| D10N | 6T9537 | 260,35 | 5 | 6 | 27,61 | 26,7 | CON MÈO | CR5047 |
| 832 | 632-7793 | 228,6 | 3 | 5 | 26,5 | 11,63 | CON MÈO | |
HRC
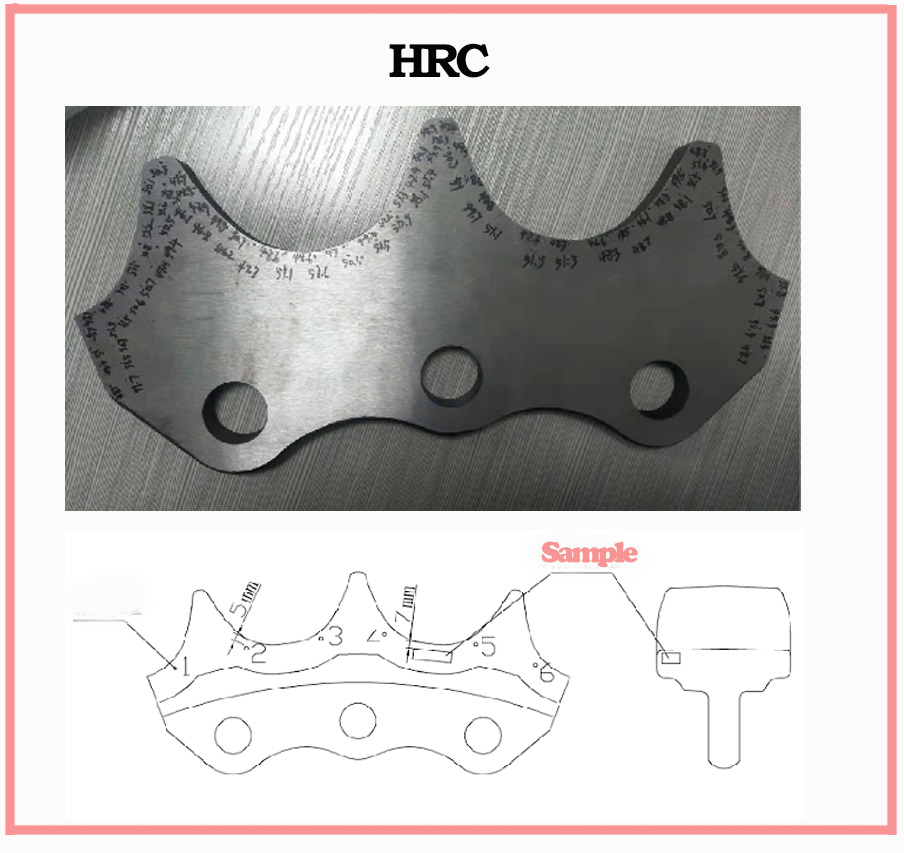
Do quá trình rèn, các bề mặt bên và mặt bích của đoạn trong quá trình rèn thẳng đứng cần phải giữ một góc bản nháp nhất định và bề mặt gia công của sản phẩm bán thành phẩm rèn phải được xử lý.
Đóng gói








